一个好的机械工艺工程师,一定是一个好的加工设备应用工程师,对机械行业的各种加工设备的类型、加工适用范围、结构特点、加工精度等非常精确而充分的了解,同时也可以实际的结合自己所在公司的设备具体情况,对各种不同的加工零件和加工工序进行合理的设备布局和安排,明白自己的加工优势所在,也清楚自己的加工劣势之处,能够很好的扬长避短来统筹公司的机械加工工作。
现在,我们针对机械加工行业比较常用的几种加工设备来做一个大概的分析和了解,让我们从感性上去对这个行业的加工设备有一个相对清晰和明朗的定义,同时也可以从理论上去对各种加工设备进行一定的剖析,以便在今后的工作中能够更好的结合实践,从而进一步指导我们的工作,助力我们的工作。
我们的介绍围绕机械加工行业最通用的车、铣、刨、磨、镗、钻、线切割等加工设备分次展开来讨论,并针对这些加工设备的类型、适用范围、结构特点和加工精度做进一步详细的阐述,下面进入正题。
一、车床

(1)车床的类型
车床的类型非常多,根据某机械加工工艺师手册的统计达77种之多,比较典型的大类有:仪表车床、单轴自动车床、多轴自动或半自动车床、回轮或转塔车床、曲轴及凸轮轴车床、立式车床、落地及卧式车床、仿形及多刀车床、轮轴轧辊及铲齿车床等等,这其中又分为很多小型的分类,数量不一而足,而在我们机械行业比较常用的是立式车床和卧式车床,几乎有机械加工的地方都可以看到这两种车床的身影。
(2)车床的加工适用范围
我们主要选择几种典型的车床类型来介绍加工的使用范围。
A、卧式车床、可适用于车削内外圆柱面、圆锥面、成形回转面和环形槽、车削断面和各种螺纹、可以进行钻孔、扩孔、铰孔、攻螺纹、套螺纹和滚花等工序的加工。虽然普通的卧式车床的自动化程度较低,加工过程中的辅助时间也较多,但是因为其广泛的加工范围和良好的通用性能,该类型的机床在机械加工行业得到了广泛的应用和普及,是我们机械行业对具典型代表性的加工设备之一,也是机械加工行业不可或缺的加工设备之一。
B、立式车床、适用于各种机架、壳体类零件的加工,也适用于加工各种零件的内、外圆柱面、圆锥面、端面、沟槽、切断及钻、扩、铰孔等加工,借助于附加装置还可以实现车螺纹、车端面、仿形、铣削和磨削等加工工序。
(3)车床的加工精度
A、通常的卧式车床的机械加工精度如下:
圆度:0.015mm,圆柱度0.02/150mm;
平面度:0.02/150mm;粗糙度:1.6Ra/μm。
B、立式车床的机械加工精度如下:
圆度:0.02mm;圆柱度:0.01mm;平面度0.03mm。
以上的加工精度只是一个相对参考值,并不代表所有车床都符合,很多车床设备根据生产厂家的具体要求和装配的具体情况都有一定的上下浮动量,但是无论这个浮动量是多大,其加工精度值一定是满足国标对该类设备的要求的,如果在购买该中设备的时候,其加工精度要求没有达到国标的要求,采购方有权拒绝验收和付款。
二、铣床

(1)铣床的类型
铣床的类型同样繁杂多样,根据某机械加工工艺师手册的统计达70余种,比较典型的大类有:仪表铣床、悬臂及滑枕铣床、龙门铣床、平面铣床、仿形铣床、立式升降台铣床、卧式升降台铣床、床身铣床、工具铣床等,这其中又分为很多小型的分类,数量不一而足,而在我们机械行业比较常用的是立式加工中心和龙门加工中心,几乎有机械加工的地方都可以看到这两种类型的铣床,我们也针对这两种典型的铣床来做一个大概的介绍和分析。
(2)铣床的加工适用范围
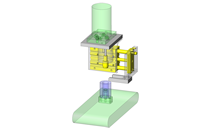
因为铣床有太多的种类和结构,而且适用的广泛度也有很大的差异,所以我们指针对目前最常用的立式加工中心和龙门加工中心两种典型铣床来做一个加工范围的介绍。
A、立式加工中心(如上图),立式加工中心实际为带刀库的立式数控铣床,其主要特点是采用多刃回转刀具进行切削加工,可以进行平面、沟槽、分齿零件、螺旋形表面及各种曲面的加工,特别是随着数控技术的应用,该类型机床的加工范围也得到了很大的提升,除了能进行各种铣削操作外,还可以对工件进行钻、镗、铰和攻螺纹等复合加工,具有非常宽广的实用性和普及意义。
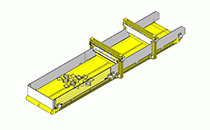
B、龙门加工中心,和立式加工中心相比,龙门加工中心即为数控龙门铣床加刀库的复合应用,在加工范围上,龙门加工中心几乎具备普通立式加工中心的所有加工能力,且在零件的外形尺寸上能够适应更大型的工具的加工,同时在加工效率和加工精度上也有非常大的优势,尤其是五轴联动型龙门加工中心的实际应用,其加工范围也得到了极大的提升,为我国的制造业向高精尖方向发展奠定了基础。
(3)铣床的加工精度
A、立式加工中心:
平面度:0.025/300mm;粗超度:1.6Ra/μm。
B、龙门加工中心:
平面度:0.025/300mm;粗超度:2.5Ra/μm。
以上的加工精度只是一个相对参考值,并不代表所有铣床都符合,很多铣床设备根据生产厂家的具体要求和装配的具体情况都有一定的上下浮动量,但是无论这个浮动量是多大,其加工精度值一定是满足国标对该类设备的要求的,如果在购买该中设备的时候,其加工精度要求没有达到国标的要求,采购方有权拒绝验收和付款。
三、刨床

(1)刨床的类型
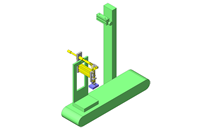
相对车床和铣床而言,刨床的种类要少很多,同样根据机械加工工艺师手册的统计大概有21种左右,比较典型的类型有:悬臂刨床、龙门刨床、牛头刨床、边缘及模具刨床等,这些大类中又分为很多个小类型的刨床产品,而我们在机械行业使用率最高,普及率最广的应该属牛头刨床和龙门刨床,如上图所示,我们下面也就针对这两种典型的刨床来做一个基本的分析和介绍。
(2)刨床的加工适用范围
刨床的刨削运动主要是相对加工工件的周期往返直线运动,其适用的刨削零件特征多为平面、斜面和凹凸面的加工,也可以针对各种曲面进行刨削,但是因为其本身的加工特点的局限性,加工刨削的速度并不太高,而且返回行程的刨刀并不参与零件加工切削,所以造成了空行程损失,也因此加工效率相对较为低下。
同时随着其它各种加工设备的数控化和自动化方面的极大技术提升,刨削加工方式已经处于逐渐被取代的边缘,从现在的很多设备升级走向来看,这种类型的加工机床并没有得到一个很大的升级创新,很大程度还是停留在原来的结构和布局上,尤其是立式加工中心和龙门加工中心的大力发展,以及加工刀具的不断创新,更是在加工范围方面极大的取代了刨床的加工优势,让这种加工效率相对低下的设备处于了一种很尴尬的境地。
(3)刨床的加工精度
刨削加工精度普遍能够达到IT10-IT7精度等级,特别是对一些大型机床的长导轨面的加工甚至可以代替磨削加工,这就是所谓的“以精刨代替精磨”的加工方式。
四、磨床

(1)磨床的类型
相对前面几种机型的加工设备,磨床的种类更是繁多,根据某机械加工工艺师手册的统计大概有194种之多,从大类上分可以分为:仪表磨床、外圆磨床、内圆磨床、砂轮机、坐标磨床、导轨磨床、刀具刃磨床、平面及端面磨床、曲轴凸轮轴花键及轧辊磨床、工具磨床、超精机、内圆珩磨机、外圆及其他珩磨机、抛光机、砂带抛光及磨削机床。刀具刃磨及研磨机床、可转位刀片磨削机床、研磨机、球轴承套圈沟磨床、滚子轴承套圈滚道磨床、轴承套圈超精机、叶片磨削机床、滚子加工机床、钢球加工机床、气门活塞及活塞环磨削机床、汽车拖拉机修磨机床等多个类型,因为磨床的分类和应该太过广泛,而且很多磨床都是特定行业的一些特定设备,所以我们指针对在机械行业具有普遍使用性的磨床来做一个基本的介绍,在这篇文章中,我们主要选择外圆磨床和平面磨床来做一个简要的说明。
(2)磨床的加工适用范围
A、外圆磨床、外圆磨床主要是加工圆柱面、圆锥面或其他回转体的外表面和轴肩端面,因为其较好的加工适应性和加工精度,被广泛的应用于机械加工中的一些高精度零件的加工,尤其是在这些零件的最后精加工工序更是普遍使用,其不仅可以最大限度的保证加工零件的几何尺寸,同时也能够实现较好的表面光洁度要求,所以是机械加工工序中不可或缺的设备之一。
B、平面磨床、其主要是用于加工平面、台阶面、侧面等零件表面,在机械行业也是使用非常的广泛,尤其是在一些高精零件表面的加工上,磨床几乎是最后保证加工精度的不二选择,也正因为如此,平面磨床的使用是大多数磨削操作者的必修课,甚至在一些设备装配行业,平面磨床的使用也是装配人员的标配技能,因为装配过程中的各种调整垫的磨削工作都依靠平面磨床来完成。
(3)磨床的加工精度
A、外圆磨床的加工精度:
圆度和圆柱度:0.003mm;表面粗糙度:0.32Ra/μm。
B、平面磨床的加工精度:
平行度:0.01/300mm;表面粗糙度:0.8Ra/μm。
从以上的加工精度,我们也可以很清楚的看出,相比前面的车床、铣床、刨床等加工设备而言,磨床更能实现较高的形位公差精度和表面粗糙度,所以在很多零件的精加工工序,磨床被广泛而普遍的使用着。
五、镗床

(1)镗床的类型
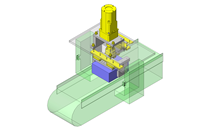
相比前面几种类型的加工设备,镗床也属于比较小众的一种加工设备,根据某机械加工工艺师手册的统计大概有23种左右,从其大类上可分为以下几种:深孔镗床、坐标镗床、立式镗床、卧式铣镗床、精镗床、汽车拖拉机修理用镗床等等,其中在我们机械行业最普遍也是最常用的镗床应该飞坐标镗床莫属了,下面我们也就坐标镗床的一些特点来做一个简要的介绍与分析。
(2)镗床的加工适用范围
镗床的类型多种多样,我们就坐标镗床来做一个简要的介绍,大家可以据此触类旁通的去学习其它类型的镗床知识,坐标镗床是一种具有精密坐标定位装置的精密机床,主要用于镗削尺寸、形状和位置精度要求高的孔系,可以进行钻孔、扩孔、铰孔、鍯端面、切槽、铣削面等加工,还可以进行坐标测量、精密刻度和刻线等工作,具有非常广泛而可靠的加工特性。
但是随着数控技术的大力发展,尤其是数控立式铣床和数控卧式铣床的大力发展,镗床这种曾经孔系加工设备中的霸主,也有逐渐被取代的危险,当然其也有不可取代的客观一面,但是不管是什么设备的消亡或发展,对于机械加工行业而言都是一种进步,是技术的进步,也是工艺的进步,更是我们国家制造业的进步。
(3)镗床的加工精度
坐标镗床加工的孔径精度一般为IT6-7级,表面粗糙度为0.4-0.8Ra/μm。
但是镗床加工有一个非常不好的地方,特别是在加工铸铁类零件的时候,那叫一个脏啊,一个白面小生走进去,一个张飞李逵蹦出来,有一种开完镗床,面目全非的感觉,所以基于这么一个加工环节的现实原因,这种设备将来被取代的可能性也在增加,因为谁不在乎自己的颜值呢?
六、钻床

(1)钻床的类型
这是机械行业使用最广泛的加工设备,但凡是个机械加工工厂,基本上都会拥有一台,如果连这个加工设备都没有,你都不好意思说你是干加工的,根据某机械加工工艺师手册的统计大概有38种左右,按大类可以分为以下几种:坐标镗钻床、深孔钻床、摇臂钻床、台式钻床、立式钻床、卧式钻床、铣钻床、中心孔钻床等,而我们在机械行业使用最为普遍的就是摇臂钻床,只是我们机械加工行业的标配,没这个设备,你基本上是无法做这个行业的,也正因为如此,我们接下来就重点来介绍一下这种钻床。
(2)钻床的加工适用范围
我们主要正对摇臂钻来说明,对于这种机床,在这里我只有一句话,就是钻各种类型的孔,除了钻孔还可以实现扩孔、铰孔、鍯孔、攻螺纹等加工工序,但是其有一个很大的毛病,那就是孔系位置精度不高,所以对一些孔系位置精度要求高的零件,我们通常不选择钻床来实现。
(3)钻床的加工精度
因为基本上没有什么加工精度可言,就是钻个孔而已。
七、线切割

对于线切割这种加工设备,我因为接触的并不是很多,所以没有在这方面有很多积累,也没有去做很多的功课,所以在机械行业的使用广度上有所局限,但是其也有其独特的存在价值,特别是针对一些异形的零件的下料和加工,还是存在一些相对优势。其实我所在的企业,就拥有大量的线切割设备,但是因为其实属于下料工序,所以对这种设备的关注度并不高,尤其是随着各种数控设备的大力应用和自动化技术的逐渐成熟,这种设备的优势较弱,当然其在一定时间和范围内还将继续存在这肯定是一种必然。
注:本文虽然在知识上没有什么创新点,都是一些行业的基础知识编述,但是本人在文章的架构和设计上,以及相关图片的选择和处理上是非常用心去做了的,也结合了行业的具体实践情况来阐述,对于机械行业的从业者,特别是新入行的机械工艺师有很好的借鉴。